 |
Proiect Eureka nr. E!5820 — 2DLMPSistem laser 2D pentru procesarea materialelor
| Prezentare |
Etapa a I-a |
Etapa a II-a |
Etapa a III-a |
Etapa a IV-a |
Contact |
Etapa a III-a – Integrarea sistemului laser pe echipament şi experimentări pe echipament dotat cu sistem laser 2D; definitivare documentaţie de execuţie pentru introducerea în fabricaţie; raportarea efectelor economice obţinute
Termen: 30.03.2014
Activitatea III.1 - Integrarea sistemului laser pe echipament şi experimentări pe echipamentul dotat cu sistem laser 2D
Activitatea III.2 - Definitivarea documentaţiei de execuţie pentru introducere în fabricaţie
- Activitatea III.2.0 - Definitivare documentaţie acţionare
- Activitatea III.2.1 - Definitivare documentaţie motor linear
 Rezultatele etapei a III-a: Rezultatele etapei a III-a:
- Specificaţie tehnică de realizare motor liniar
- Documentaţie de execuţie motor liniar
- Specificaţie tehnică de realizare acţionare
- Documentaţie de execuţie acţionare motor liniar
- Specificaţie de realizare echipament pentru sistem laser
- Documentaţie de execuţie echipament pentru sistem laser
Consorţiul din România a realizat :
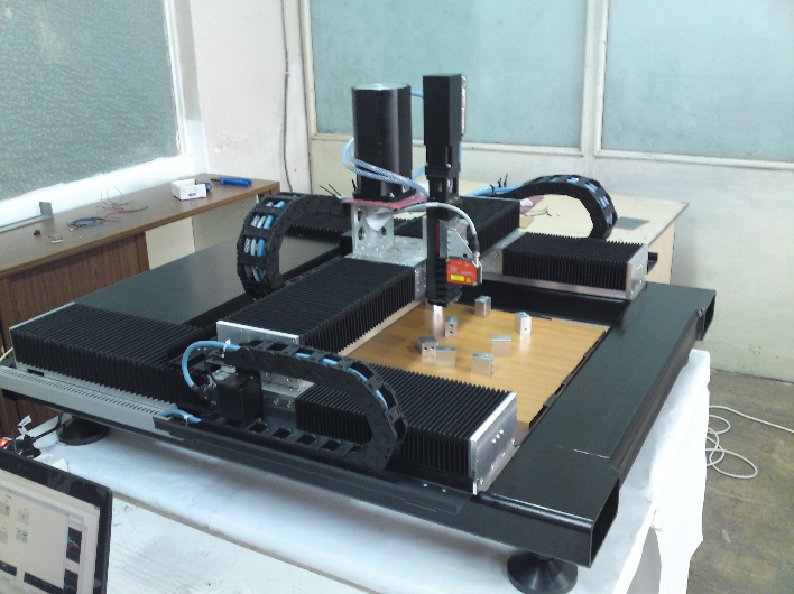
- Un model experimental de echipament pentru sistem laser.
- Model experimental şi prototip al motorului şi al acţionării
- Documentaţia de introducere în fabricaţie a produselor ce revin partenerilor români
- O cerere de brevet înregistrată
- Integrarea subansamblelor în produsul final (activitate ce va fi realizată împreună cu firma CIVAN din Israel)
Subansamblele realizate de firmele Technosoft şi ICPE se bazează pe următoarele elemente componente:

- Motoarele electrice: Un sistem de trei motoare electrice liniare trifazate (pentru axele X1, X2 şi axa Y a mesei 2D) şi un motor electric rotativ (pentru axa Z) de tip sincron fără perii cu magneţi permanenţi, realizate de firma ICPE. Motoarele liniare au o cursă totală de 500 mm pe fiecare direcţie de mişcare şi sunt echipate cu encodere liniare de tip sin-cos, cu precizie de 1 µm. Motoarele liniare au fost proiectate pentru asigurarea parametrilor de proiectare impuşi (curent, tensiune, forţă liniară) şi prezintă foarte bune performanţe dinamice şi de uniformitate a forţei (forţe reluctante extrem de reduse) şi frecări statice reduse. Motoarele liniare au o înfăşurare fără fier, reprezentând partea activă, care se deplasează odată cu sarcina. Partea pasivă este formată din două plăci metalice identice, poziţionate faţă în faţă, pe interiorul cărora sunt fixaţi magneţi permanenţi cu polarităţi alternante. Nu există contact mecanic între cele două parţi. Motorul este alimentat cu tensiuni sinusoidale trifazate.
Deoarece nu există fier în partea activă, nu sunt pierderi în fier în motor, nu există forţe parazite de agăţare între magneţi şi dinţi de fier, forţele de atracţie magnetică dintre partea activă şi partea pasivă sunt nule — spre deosebire de alte motoare cu magneţi permanenţi. Acest tip de motor se foloseşte mai ales în aplicaţii care necesită o dinamică ridicată, datorită greutaţii reduse a părţii active.
 Acţionările electrice: Patru sisteme de acţionare digitală realizate de firma Technosoft, model iPOS4808-BX-CAN, cu tensiunea nominală de alimentare de 48 V, invertor de ieşire trifazat, cu curent nominal 8 A, curent de varf 20 A. Acţionările sunt realizate pe baza tehnologiei MotionChip™ a Technosoft şi permit controlul motoarelor trifazate de tip liniar sau rotativ, echipate cu traductor de poziţie de tip encoder incremental sau sin-cos. Controlul se poate realiza în cuplu, viteză sau poziţie. Acţionările sunt programabile la înalt nivel (limbaj de mişcare – TML) şi pot comunica între ele pe o magistrală de tip CAN. Comenzile de mişcare şi sincronizare a axelor vor fi realizate de firma Civan în cadrul activităţilor specifice de integrare finală cu elementul laser. Acţionările electrice: Patru sisteme de acţionare digitală realizate de firma Technosoft, model iPOS4808-BX-CAN, cu tensiunea nominală de alimentare de 48 V, invertor de ieşire trifazat, cu curent nominal 8 A, curent de varf 20 A. Acţionările sunt realizate pe baza tehnologiei MotionChip™ a Technosoft şi permit controlul motoarelor trifazate de tip liniar sau rotativ, echipate cu traductor de poziţie de tip encoder incremental sau sin-cos. Controlul se poate realiza în cuplu, viteză sau poziţie. Acţionările sunt programabile la înalt nivel (limbaj de mişcare – TML) şi pot comunica între ele pe o magistrală de tip CAN. Comenzile de mişcare şi sincronizare a axelor vor fi realizate de firma Civan în cadrul activităţilor specifice de integrare finală cu elementul laser.
Acţionarea iPOS4808-BX-CAN poate funcţiona la o tensiune de alimentare de până la 48 V şi poate genera curenţi de alimentare a motorului în regim permanent cu o amplitudine de 8 A (20 A valoare supracurent de scurtă durată). Măsurarea informaţiei de poziţie de la encoder permite măsurarea poziţiei cu o precizie depinzând de traductorul folosit (sistemul a fost realizat cu encodere de precizie de 1 µm pe axele X1, X2 şi Y).
Acţionarea poate comunica cu alte axe, prin interfata CAN, fiind posibilă implementarea de coordonare a mişcării în sisteme multiax, camă sau reductor electronic etc. Dispunând de 8 intrari şi 5 iesiri digitale şi de 2 intrari analogice, acţionarea poate fi programată în limbaj de mişcare TML, permiţând implementarea aplicaţiilor de mişcare complexe şi a unei funcţionalităţi de tip PLC, sau poate primi comenzi TML on-line, pe canalul RS-232 sau pe magistrala CAN.
Pentru controlul poziţiei verticale a axei Z, s-a inclus în echipament un senzor cu laser, cu precizia de 50 µm, operând intr-o gamă de 10 cm. Semnalul furnizat de acest senzor a fost utilizat pentru a se putea controla în permanenţă distanţa axei Z faţă de suprafaţa materialului care este tăiat cu laserul montat pe axa Z.
- Un sistem mecanic de fixare a ansamblului celor trei axe.
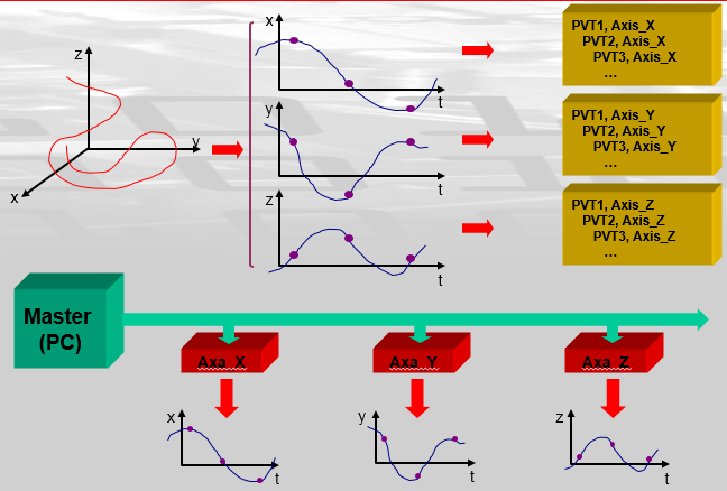 Deoarece acţionările de pe fiecare axă au generatoare de referinţă avansate, care permit calculul la nivel local al traiectoriilor de pe fiecare axă, prin metode de tip interpolare de ordin superior (uzual de ordinul trei), încărcarea masterului şi a canalului de comunicaţie dintre acesta şi axe se reduce în mod semnificativ. Aceasta permite implementarea simplificată a calculului traiectoriei necesar a fi generate la nivelul masterului (de tip PC, PLC etc.) şi comanda axelor din sistem, prin utilizarea unor comenzi avansate de tip PVT — care vor prelua apoi, la nivelul fiecărei axe, sarcina calculelor de interpolare (de gen polinomial de gradul trei), prin comenzi specifice de tip PVT. Deoarece acţionările de pe fiecare axă au generatoare de referinţă avansate, care permit calculul la nivel local al traiectoriilor de pe fiecare axă, prin metode de tip interpolare de ordin superior (uzual de ordinul trei), încărcarea masterului şi a canalului de comunicaţie dintre acesta şi axe se reduce în mod semnificativ. Aceasta permite implementarea simplificată a calculului traiectoriei necesar a fi generate la nivelul masterului (de tip PC, PLC etc.) şi comanda axelor din sistem, prin utilizarea unor comenzi avansate de tip PVT — care vor prelua apoi, la nivelul fiecărei axe, sarcina calculelor de interpolare (de gen polinomial de gradul trei), prin comenzi specifice de tip PVT.
Rezultatele testelor structurii experimentale de ansamblu au validat proiectul, confirmând satisfacerea specificaţiilor impuse la proiectare. Testarea echipamentului realizat a constat în efectuarea tuturor testelor motoarelor şi acţionărilor de pe axele X1, X2, Y şi Z ale maşinii şi a testelor de mişcare pe fiecare axă. Testele au fost efectuate utilizând aplicaţia Technosoft EasyMotion Studio, care a permis configurarea optimă a axelor şi înregistrarea rezultatelor acestora. S-au implementat şi unele aplicaţii în limbaj de mişcare TML, care au permis efectuarea de mişcări de tip profil trapezoidal, cu evidenţierea performanţelor de dinamică şi a preciziei de poziţionare dorite. S-au obţinut precizii de sub 5 m, ceea ce a încadrat rezultatele în specificaţiile impuse prin proiect (10 m). Viteza maxima pe axele X sau Y a fost de peste 1 m/s, în conformitate cu performanţele impuse prin tema de proiectare. Figurile următoare prezintă exemple ale diferitelor operaţii de efectuare de mişcari individuale, pe axele X1, X2 şi Z ale maşinii.
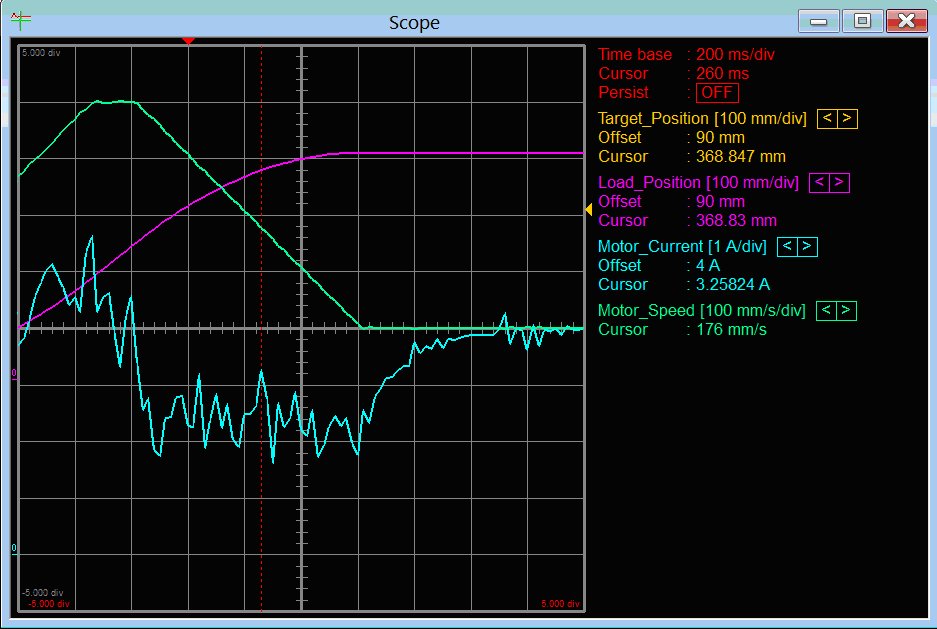
Captură osciloscop în timpul mişcării |
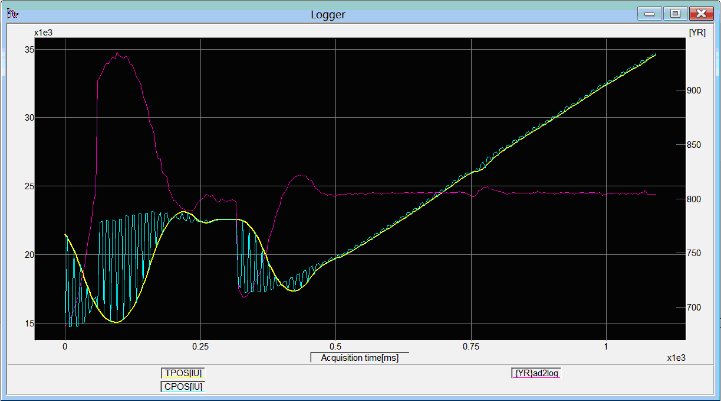
Captură logger mişcare axa Z |
Prototipul experimental astfel realizat a confirmat atingerea performanţelor impuse prin tema de proiectare. Produsele noi realizate de către partenerii români în cadrul proiectului, atât motoarele liniare sincrone cu magneţi permanenţi model CLM 32-57-56, cât şi acţionările inteligente model iPOS4808 BX-CAN, reprezintă produse de vârf, de înaltă performanţă tehnologică, ce vor putea fi realizate şi valorificate atât pentru echipamentul laser 2D proiectat, cât şi ca elemente componente ale altor echipamente OEM avansate, pentru domenii diverse din gama automatizărilor industriale de mare performanţă.
Testare echipament cu motoare liniare şi acţionări motoare liniare (axele X1, X2, Y) şi rotative (axa Z)
|


